
电 话:13095958093
座机:400-0574-890
邮 箱:xiaoshou@saixin.org
网 址:www.easypc.com.cn
地 址:浙江省宁波市鄞州区姜山镇和益村( 鄞工智能制造产业园28#楼1-1室、1-2室)
吸附力。磁盒是用预制混泥土模具固定磁盒来固定钢制边模的,那么吸力就成了第一,也是最关键的一个考量指标。以1吨的不锈钢磁盒来说,目前市场上各磁盒厂家都声称自己的磁盒垂直拉拔力有1000KG,那到底真实的预制混泥土模具固定磁盒吸力有多大呢?构件厂可以直接对样品测试,以及后期的批量产品进行抽样测试。当然也不是说,1吨的磁盒,必须要有1吨的吸附力,参考公差范围在+/-50KG以内都应该是合格的。按钮灵活性。因为整个内置磁芯,是通过连接附件传导至上端按钮上的。那么按钮就成了控制整个工作元件至关重要的部件。如果按钮不灵活,那么就无法安装和拆卸磁盒装置。外壳变形。外置的不锈钢外壳,内部是需要有焊接的加强台阶。一个是用来停靠归位的磁芯,另一个作用就是用来加强不锈钢外壳面的强度。防止使用撬棍释放磁芯时,造成外壳的塌陷或者扭曲。

构件厂家采购固预制混泥土模具固定磁盒定磁盒产品,不仅要求能使用,而且要能长期反复使用。如果购买的磁盒,经过一次或者二次的简单使用,就出现了按钮不灵敏,外壳变形,吸力减弱等情况,也是得不偿失。如何才能使磁盒行业的发展慢慢走上健康的良性循环道路上呢?当然磁盒不是大米,不是石油,在市场之外,还有只无形的手可以帮助调节。毕竟磁盒只是市场经济下的产品,一切还得靠市场自己调节。除了磁盒厂家的预制混泥土模具固定磁盒自我约束之外,我想更多的需要下游的预制构件厂家来反逼磁盒生产行业的规范化。如果构件厂在采购磁盒的时候,除了对价格的关注,还加强对磁盒质量的检测,不达标的坚决不购买。这样那些偷工减料的磁盒生产厂家,就不得不重新考虑价格和质量的平衡点了。

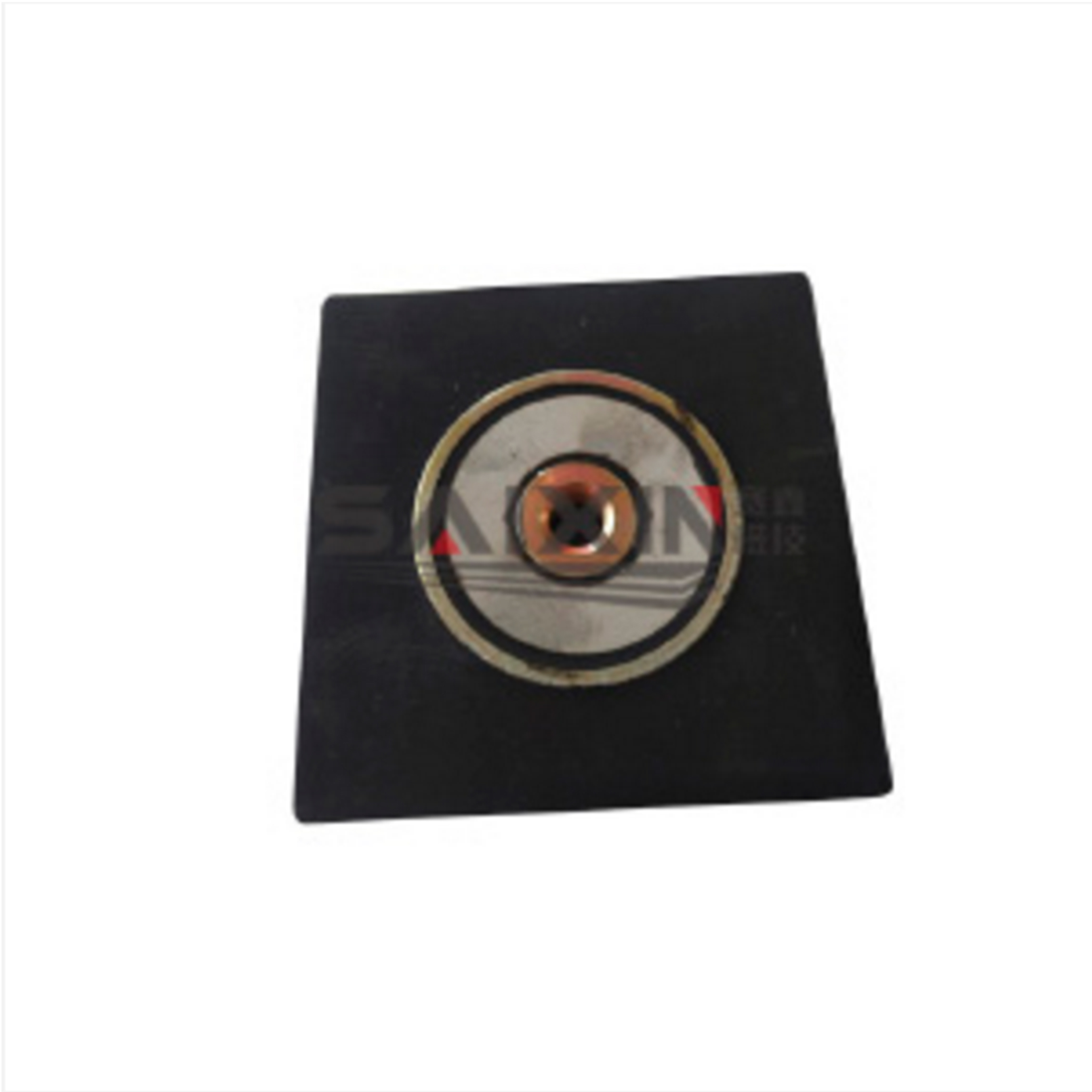
由高性能永久嘉兴模具固定磁盒强磁钕铁硼磁性组件,弹簧螺杆连接附件、不锈钢201或304按钮,外壳组装而成。利用钕铁硼强磁磁芯与钢制模台之间的吸附力,通过连接螺杆传递至不锈钢按钮开关上,进行磁盒的开启闭合操作。单边或者双边卡口的设计,可以直接卡在L形角钢边模上,双侧边配备的8.8级高强度可调节紧固螺丝,直接下压固定预制混泥土模具固定磁盒定制住钢制边模,从而加固磁盒与角钢之间的连接,有效防止模具产生位移。当使用时,将磁盒移至需要固定的合适位置,按压按钮,使磁芯紧紧吸附在钢制模台上。同时卡口卡紧钢制边模,拧紧侧面螺杆。或者通过其他连接附件压板等去完成紧固,完成安装。当构件生产完成时,需要借用专业磁盒撬棍,撬起按钮,释放磁盒的磁性,从而完成磁盒的拆卸或者移位工作。

固定磁盒在装嘉兴模具固定磁盒配式建筑的一个重要里程碑。随着建筑业的发展,预制混凝土已经形成了一种新型的绿色商品现浇混凝土。目前,它已广泛应用于各种墙体、楼层甚至屋顶,从私房到大型建筑,具有耐久性、灵活性和经济性。与旧的现浇模型相比,新规范具有许多优点。基于这些优良特性,从欧洲、美国南部到阿拉伯联合酋长国、印度,再到现在的中国,许多建筑企业都采用了这种新的加工方法。预制混凝土预制混泥土模具固定磁盒磁铁作为预制混凝土系统的重要附件,其设计是在混凝土浇筑到模具上的基础上,将面板固定在模具上。本实用新型适用于各种模板施工用钢和胶合板模板系统及相应的适配器。它由钕铁硼磁体和发黑铁盒组成。工作人员可按或拉其上的按钮,使粘合力或用钢粘磁盒,使用非常方便。

现浇施工所需预制混泥土模具固定磁盒的机械设备和施工设施一般为租赁,不需要进行固定资产投入,预制构件生产需要有场地、厂房、生产设施和专用模具,场地、厂房、生产设施的投入基木固定,经过测算,一般房屋预制构件厂的投入,按照年产能规模大约为500-1000元/m3,比如建设一座年产10万立方米构件的工厂,投资约为5000万元人民币,这些费用需要经过多年摊销,计入构件成木。模具一般按照工程特点定制,在重复使用一定嘉兴模具固定磁盒次数后就会报废,按照香港和大陆目前的做法,模具的摊销费用非常高。除了提高生产效率来降低各种摊销费用外,如果能够使模具构造简单化、通用化,延长使用寿命,就可以大幅度降低预制构件的模具摊销费用。模板磁盒正是具备精密度高,拆卸方便,损耗率低的一系列特点,从而降低了预制构件模具的损耗和费用。

把建筑的各个预制混泥土模具固定磁盒部分在现场进行直接组装而成的建筑。一栋建筑,大到上海中心、哈利法塔,小到自家祖上传下来的两层小楼,其最基本的组成部件无非是:基础、柱、梁、楼板、楼梯等几个主要部分。要实现建筑各构件的现场组装,前提条件是这些构件必须提前在工厂生产好,简称预制。所以很多时候,装配式嘉兴模具固定磁盒定制建筑又被称作为预制建筑或者建筑工业化。装配式建筑是以构件工厂预制化生产,现场装配式安装为模式,以标准化设计、工厂化生产、装配化施工,发展的新型建筑生产方式。如果想提高装配式建筑的精密程度呢,固定磁盒的出现,解决了一些列的弊端。正是由于模板固定磁盒具备精密度高,拆卸方便,损耗率低的一系列特点,从而降低了预制构件模具的损耗和费用。

浙公网安备 33020302001007号

 English
English 中文
中文

 地址:浙江省宁波市鄞州区姜山镇和益村( 鄞工智能制造产业园28#楼1-1室、1-2室)
地址:浙江省宁波市鄞州区姜山镇和益村( 鄞工智能制造产业园28#楼1-1室、1-2室) 电话: 400-0574-890
电话: 400-0574-890 邮箱:xiaoshou@saixin.org
邮箱:xiaoshou@saixin.org 
