
电 话:13095958093
座机:400-0574-890
邮 箱:xiaoshou@saixin.org
网 址:www.easypc.com.cn
地 址:浙江省宁波市鄞州区姜山镇和益村( 鄞工智能制造产业园28#楼1-1室、1-2室)

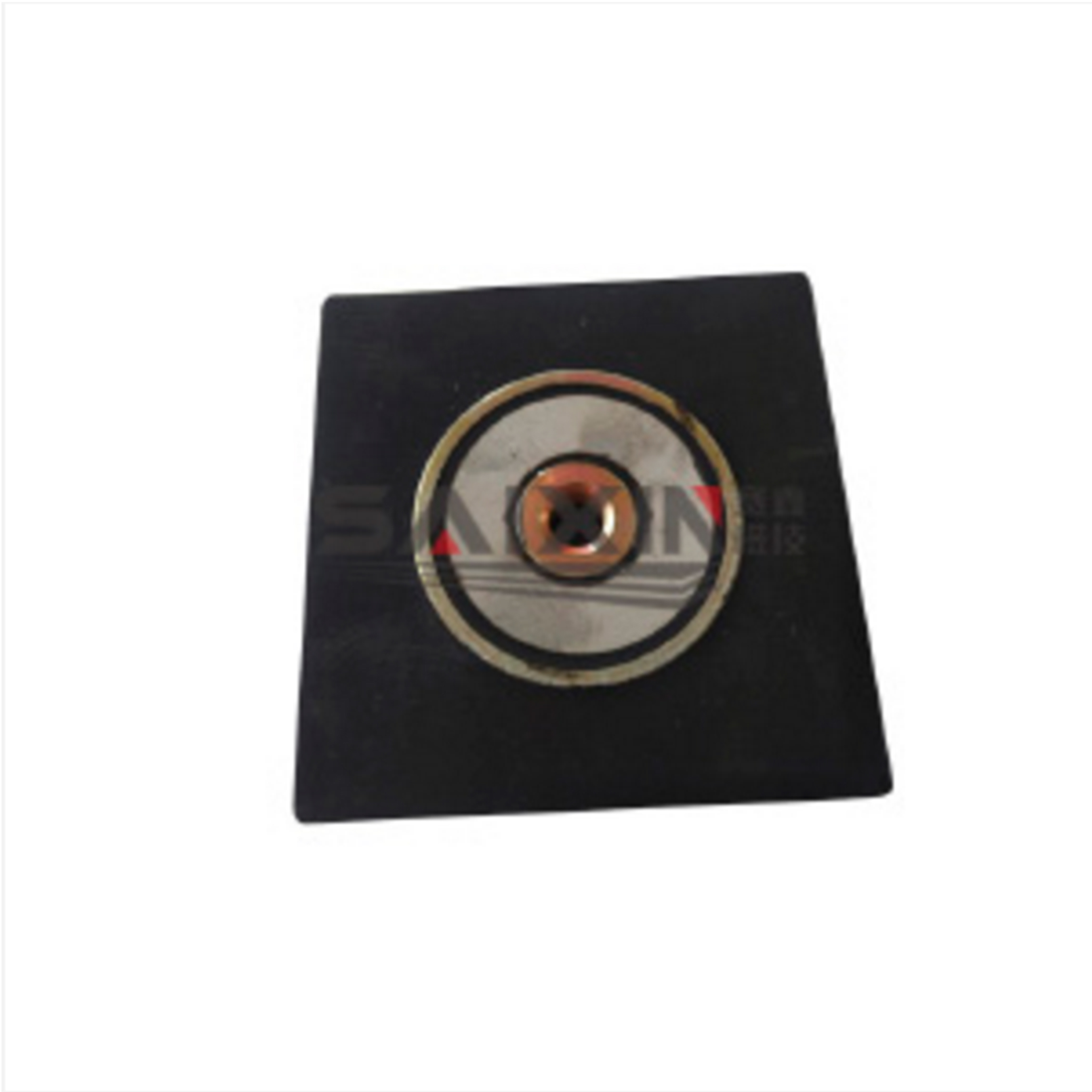
由高性能永久强磁钕镇海磁盒厂家铁硼磁性组件,弹簧螺杆连接附件、不锈钢201或304按钮,外壳组装而成。利用钕铁硼强磁磁芯与钢制模台之间的吸附力,通过连接螺杆传递至不锈钢按钮开关上,进行磁盒的开启闭合操作。单边或者双边卡口的设计,可以直接卡在L形角钢边模上,双侧边配备的8.8级高强度可预制混泥土磁盒厂家价格调节紧固螺丝,直接下压固定住钢制边模,从而加固磁盒与角钢之间的连接,有效防止模具产生位移。①当使用时,将磁盒移至需要固定的合适位置,按压按钮,使磁芯紧紧吸附在钢制模台上。同时卡口卡紧钢制边模,拧紧侧面螺杆。或者通过其他连接附件压板等去完成紧固,完成安装。②当构件生产完成时,需要借用专业磁盒撬棍,撬起按钮,释放磁盒的磁性,从而完成磁盒的拆卸或者移位工作。

吸附作用。采用磁力箱固定钢侧模,吸力成为也是关键的考虑指标。至于1吨不锈钢磁盒,目前市场上每一个磁盒生预制混泥土磁盒厂家产厂家都宣称其磁盒的垂直拉力为1000公斤,那么实际吸力是多少?组件厂可以直接对样品进行检测,对后批产品进行采样。当然,并不是说1吨的磁盒必须有1吨的吸附力,在正负50kg的参考公差范镇海预制混泥土磁盒厂家价格围内应该是合格的。按钮灵活性。因为整个内置核心通过连接附件传送到上按钮。然后按钮就成为控制整个工作元件重要的部分。如果按钮不灵活,则无法安装和拆卸磁盒装置。三。外壳变形了。外部不锈钢外壳需要焊接,内部有加强台阶。一是用于对接和归位的磁芯,二是加强不锈钢壳体表面的强度。使用撬棍释放芯时,防止外壳塌陷或扭曲。

第一,紧固住螺母之后不可以再下调,否则把磁盒体顶开贴合面过多导致吸附不充分造成边位移。第二,放置固定磁盒的钢预制混泥土磁盒厂家模面需平整,每次使用前需将且清理干净,不可有混凝土残留物或及其它颗粒物,以免影响磁芯与模台的贴合不密切,影响固定力度。第三,磁盒使用前后均需清理磁芯接触面,不能有混凝土以及铁屑等粘在上面,影响吸附力。第四,经常清理粘在合体上的混凝土并涂上机油,定期给导杆位置加机镇海磁盒厂家价格油以保证磁芯开合的顺畅。第五,禁止用铁锤等硬物敲打合体,或高处自由下落至钢铁表面,否则加磁芯本身强大吸附力可能损坏盒体影响使用,甚至会造成磁芯错位,损坏磁盒。

吸附力。磁盒是用预制混泥土磁盒厂家来固定钢制边模的,那么吸力就成了第一,也是最关键的一个考量指标。以1吨的不锈钢磁盒来说,目前市场上各磁盒厂家都声称自己的磁盒垂直拉拔力有1000KG,那到底真实的预制混泥土磁盒厂家吸力有多大呢?构件厂可以直接对样品测试,以及后期的批量产品进行抽样测试。当然也不是说,1吨的磁盒,必须要有1吨的吸附力,参考公差范围在+/-50KG以内都应该是合格的。按钮灵活性。因为整个内置磁芯,是通过连接附件传导至上端按钮上的。那么按钮就成了控制整个工作元件至关重要的部件。如果按钮不灵活,那么就无法安装和拆卸磁盒装置。外壳变形。外置的不锈钢外壳,内部是需要有焊接的加强台阶。一个是用来停靠归位的磁芯,另一个作用就是用来加强不锈钢外壳面的强度。防止使用撬棍释放磁芯时,造成外壳的塌陷或者扭曲。

磁盒上有一个开关压头,把磁盒置于平台上,按下压头,磁盒牢牢吸住平台,处于工作状态;使用杠杆撬起压头,磁盒与平台预制混泥土磁盒厂家吸力大大减少,磁盒处于关闭状态,可以搬动磁盒。平台厚度和表面平整度将会影响磁盒与平台之间的吸力,平台越厚,表面越平整吸力越大,而侧向剪切力又与磁盒吸引力以及接触面的摩擦系数有关。磁盒两端有两个固定螺丝,可以连接不同的夹具,以固定不同形镇海预制混泥土磁盒厂家价格状结构的边摸,比如角钢,槽钢边摸等。本磁盒使用的是永久强磁,在不超过最大工作温度80℃以上使用,不损坏锈蚀磁本身的前提下,理论上磁力可永久保持。强磁模板固定磁使用的环境条件:1.环境温度不大于80℃。 2.周围介质无腐蚀金属的侵蚀剂。
工作温度:由于市镇海磁盒厂家场广泛使用的内置强磁材料,是N牌号的钕铁硼磁体,它的最高工作温度不得高于80℃。因为在使用时候,需要注意这一温度因素。通常构件厂在使用磁盒固定进行生产时,都是在常温下使用。止使用铁锤等硬物敲打合体,或高处自由下落至钢铁表面,否则可能导致磁盒外壳变形,按钮锁死,甚至损坏内置磁铁。进而造成磁芯错位,不能正常工作。工人是安装或者拆卸时,一定要按照使用预制混泥土磁盒厂家说明来操作,使用专业撬棍来释放磁性。如果一定要使用其他工具来敲击,建议使用木制或者橡皮锤。磁芯中部的连接按钮的紧固螺母,非拆卸磁盒维修,务必不要下调,以免螺杆顶出,迫使工作原件磁芯,不能与模台充分接触。会极大的减小磁盒的吸附力,导致边模固定不牢,造成位移,影响构件尺寸。

浙公网安备 33020302001007号

 English
English 中文
中文

 地址:浙江省宁波市鄞州区姜山镇和益村( 鄞工智能制造产业园28#楼1-1室、1-2室)
地址:浙江省宁波市鄞州区姜山镇和益村( 鄞工智能制造产业园28#楼1-1室、1-2室) 电话: 400-0574-890
电话: 400-0574-890 邮箱:xiaoshou@saixin.org
邮箱:xiaoshou@saixin.org 
